


Investment casting is an industrial process based on lost-wax casting, one of the earliest metal forming methods known to man. Investment casting is highly valued for its ability to manufacture components with accuracy, repeatability, adaptability, and integrity in a range of metals and high-performance alloys.
These workmanship qualities can provide castings that are final or near-final, resulting in significant savings for customers in material, labor, and machining. To better understand the process, in this article, you will learn what investment casting is and its advantages and disadvantages.
What is Investment Casting
Investment casting (also known as Precision casting or lost wax casting) is one of the oldest metalworking manufacturing processes. Investment casting uses a shell made of ceramic, plaster or plastic, formed around a wax pattern. The wax mold is melted and removed in a furnace, and the metal is poured into the casing to form the casting. Compared to separate machining, investment casting can economically provide undercuts, high definition, intricate details, and a smooth surface finish.
What Are the Advantages and Disadvantages of Investment Casting?
Advantages of Investment Casting
-
Can cast parts with extremely complex shapes and complex features
-
Highly accurate, repeatable design
-
Lost wax casting has excellent dimensional accuracy and can easily achieve tighter 0.075 mm (0.003 in) tolerances.
-
Compared to similar manufacturing processes, investment casting achieves an excellent surface finish without any post-processing.
-
It offers almost unlimited degrees of freedom in investment casting materials, and many types of metal alloys can be used.
-
Additional machining can be eliminated or reduced
-
Combined with a very smooth as-cast surface, excellent dimensional accuracy can be achieved.
-
The wax used can usually be recycled.
Disadvantages of Investment Casting
-
Cycle times are much longer due to the nature of the process.
-
Part size is limited by what can be securely gated to a tree.
-
Dimensional accuracy is diminished with increasing part size.
-
It is a much more manual process and costs can be higher for large production runs.
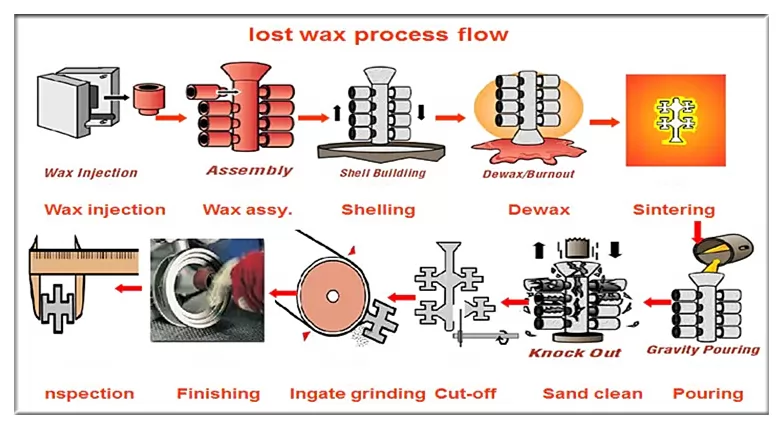
Process Flow of Investment Casting
-
A design engine first makes a wax pattern using a metal injection die. The pattern will have all the details for a section or portion of the finished component but with slightly larger dimensions to account for thermal contraction.
-
Next, the engineer creates the runner and gating system by connecting multiple patterns to form the final component. Molten metal will flow through the runner system as it fills cavities in the mold, creating a well-balanced casting. Gates are the openings between the runner and the cavity that feeds molten metal into the space.
-
Once the entire pattern is complete, it is dipped into a ceramic slurry and covered with sand stucco. The design engineer repeats the dipping process until the shell achieves the appropriate thickness. At this point, the dried shell’s durability is strong enough to withstand the heat from the molten metal. Also, it will retain its shape during the last step.
-
The wax melts away under high temperatures, and trace amounts soak into the plaster or ceramic mold. The void left by the melted wax pattern will be filled with an alloy to create a precise metal casting.
Types of Investment Casting
Investment Casting is a general concept for casting. There are two types of investment casting: water glass investment casting and silica sol investment casting.
Water glass investment casting: Water glass investment casting was first deveoped in the former Soviet Union, then introduced in China. So water glass casting is the most common investment casting method in China, but rarely seen in other countries. With this casting method, the production cost is much lower than silica sol casting process. Water glass casting is mostly used for manufacturing steel castings.
Silica sol investment casting: Silica sol casting is used mainly for stainless steel castings. The surface finish will be much better than that of water glass casting, but cost is much higher. In China, only about 25% factories are silica sol casting foundries.
Which Materials Can Be Used for Investment Casting?
In the material selection process for investment casting, a variety of alloys are available. These include:
-
Cobalt Alloy
-
Aluminum Alloy
-
Copper Alloy
-
Super Alloy
-
Cast Iron
What Are the Applications of Investment Casting?

Investment casting molds are used in almost all manufacturing fields.
Such as power generation, firearms, automotive, aerospace, military, oil and gas, food service and energy industries.
Metal investment casting can produce almost all types of metal parts in the firearms industry, such as triggers, hammers, firearms. Every industry that uses metal parts can produce its parts using the investment casting process.
It is safe to say that no matter what industry you are in, if your business can benefit from the advantages of investment cast parts and assemblies, they may be the perfect metal choice for all your projects.
How Accurate is Investment Casting?
Investment casting can achieve excellent detail and accuracy – in +/- 0.005 inch per inch range. Very little additional machining is necessary for details and features.
How Much Does Investment Casting Cost?
The investment casting process creates parts with superior dimensional accuracy; net-shape parts are easily achievable, and finished forms are often produced without secondary machining. Each unique casting run requires a new die to produce wax patterns. Tooling for investment casting can be quite expensive; depending on the complexity, tooling costs can run anywhere between $1000 and $10,000.
Precautions when Using Investment Casting
 Due to its complexity and labor requirements, investment casting is a relatively expensive process – however, the benefits often outweigh the cost. Practically any metal can be an investment cast. Parts manufactured by investment casting are normally small, but the process can be used effectively for parts weighing 75 lbs or more.
Due to its complexity and labor requirements, investment casting is a relatively expensive process – however, the benefits often outweigh the cost. Practically any metal can be an investment cast. Parts manufactured by investment casting are normally small, but the process can be used effectively for parts weighing 75 lbs or more.
For high volume orders, the time and labor saved by eliminating or decreasing secondary machining easily make up for the cost of new tooling. Small casting runs are less likely to make up for the investment. Generally, investment casting is a logical choice for a run of 25 parts or more.
It usually takes 7 days to go from a fresh wax pattern to a complete casting; the majority of that time is taken up by creating and drying the ceramic shell mold. Some foundries have quick-dry capabilities to produce castings more quickly. The time and labor-intensive nature of investment casting don’t only affect cost. Foundries have limited equipment and production capacity, so longer lead times for investment casting are common.
Recommendations for Choosing an Investment Casting Service
If you are concerned with the shape complexity and surface finish of the part, then you can use investment casting. In order to meet the mass production needs of some customers and reduce costs, we can provide you with the most cost-effective solution!
Besser Investment Casting Foundries provides investment casting services with the experience, facilities and capabilities to meet all your investment casting needs. Investment casting, also known as lost wax casting, is a multi-step process and our cost-effective and experienced tools deliver precisely cast and economical products.
Whether you are looking for an investment casting manufacturer to cast stainless steel, carbon steel, alloy steel, we can provide you with professional investment casting services!