



Investment casting can make use of most metals, most commonly using aluminum alloys, bronze alloys, magnesium alloys, cast iron, stainless steel, and tool steel. This process is beneficial for casting metals with high melting temperatures that can not be molded in plaster or metal. Parts that are typically made by investment casting include those with complex geometry such as turbine blades or firearm components. High temperature applications are also common, which includes parts for the automotive, aircraft, and military industries.
Detailed Flow of Investment Casting Process
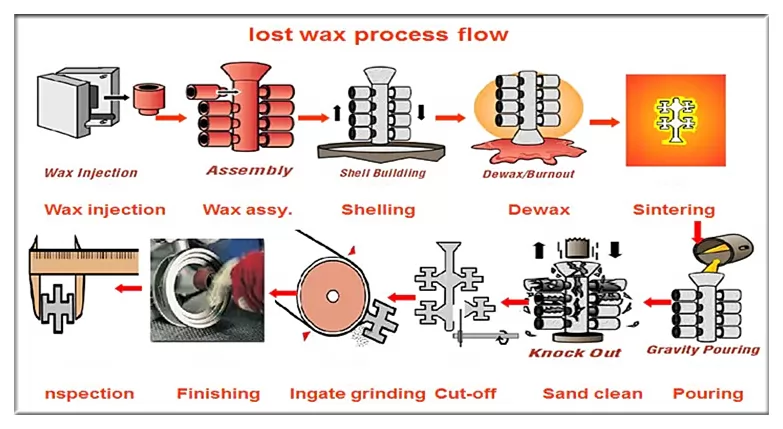
Investment casting requires the use of a metal die, wax, ceramic slurry, furnace, molten metal, and any machines needed for sandblasting, cutting, or grinding. The process steps include the following:
1. Create Wax Pattern
The first step in the process is to create the die or pattern of the desired workpiece. The pattern is made from wax. It can be poured into a die using injection molding, carved by hand from a block of wax, or printed using a 3D printer and the appropriate wax material.
2. Mounting The Wax Patterns And Creating The Tree
The finished wax pattern will assemble at a wax sprue for mass production because making small parts at one time is not economical. With this wax sprue, these investment casting manufacturers will have a combination of many wax patterns, which will later provide voids for molten alloy, and the sprue also creates a flow path for the liquid molten alloy into the void.
The “Gates” indicate the wax connects the pattern and the sprue, and they control the direction and flow of the molten alloy into the void created by the wax patterns.
3. Shell Molding
The assembled trees are then consecutively dipped in refractory slurries (liquid mixtures of heat-resistant materials) and coated with different sizes and types of sand, or stucco, to produce a ceramic shell around the wax. As the trees are coated, wax is left exposed at one end to facilitate removal in the following stage.
The first investment coat is critical to producing a superior surface finish, one of the advantages of the investment casting process. The first coat of slurry is applied by submerging the wax tree into a well-mixed vat of zircon-based slurry, with a consistency similar to latex paint. The assembly is then covered with zircon sand, then left to dry. After drying, the assembly is dipped in additional slurries and coated with increasingly coarse fused-silica sands, which are utilized to build mold strength.
Between each slurry/sand coating, the molds are left to dry between 8-24 hours. The mold-building step (producing the investment shell) of the investment casting process requires the greatest amount of time to complete.
4. Wax Removal
The entire assembly is placed in a steam autoclave to melt away most of the wax.
Any remaining wax soaked into the ceramic shell is burned out in a furnace. At this point, the residual wax pattern and gating material have been completely removed and the ceramic mold remains with a cavity in the shape of the desired cast part.
This high-temperature operation also increases the strength and stability of the ceramic material. In addition, it helps to minimize the reaction of the shell and metal during pouring.
5. Pouring & Solidification
After the wax has been removed, there will be open spaces inside the shelled casting in the shape of the formal wax patterns. Molten metal or another liquid material is poured into the casting. The material remains in the casting until it has fully cooled and solidified.
6. Shell & Casting Removal
After the metal has cooled to the touch, the ceramic mold shell can be broken away from the part(s), and the casting(s) removed from, the now metal, tree.
The ceramic shell is brittle and typically broken free by using water jets, vibration, and other methods.
Once the tree is clean of the ceramic, the parts are removed from the gating system by either cutting off with a saw with vibration or liquid nitrogen.
7. Finishing
Various finishing techniques are then employed including grinding, sandblasting, and coating to achieve the final surface needed.
8. Quality Inspection
Once the finishing operations are done, the parts are inspected for surface and sub-surface defects. Visual and fluorescent penetrant inspection is done for surfaces and X-ray is employed for sub-surface defect identification.
Comparison of Investment Casting Process and Sand Casting
| Process | Investment Casting | Die Casting |
| Metals Cast | Nearly all ferrous and non-ferrous alloys |
Nonferrous alloys only (Al, Zn, Cu, Mg, Sn, Pb) |
| Complexity of Shape | 4 (Greatest) | 1 (Least) |
| Casting Weight | Ounces to 250 lbs. | Ounces to 40 lbs. |
| Min. Section Thickness | 0.020″-0.080″ | 0.025″-0.080″ |
| Linear Dimensional Tolerances | Under 1″: +/-0.005″. Over 1″ add +/- 0.003 in.in | +/-0.0015-0.005 in Add +/-0.001″-0.005″ across parting plane |
| Surface Finish (Micro Inches) | 63-125 | 32-63 |
| Tooling Costs | Low-to-Moderate | High |
| Optimum Lot Size | Small-to-Medium depending on degree of process mechanization | Large |
| Draft Required | None | 1/2 to 2 degrees |
| Advantages | No Parting Plane. Accommodates nearly all metals. Near-net-shape castings require minimal machining. | Mold life from 15,000 cycles depending upon pouring temperature of metal and upon casting specs. Near-net-shape castings require minimal machining. |
| Disadvantages | Mold is not reusable. Mold materials not reusable. Process is labor and energy intensive | Sealing may be required to achieve pressure or leak tight castings. Metal cores only. Sand cores cannot be used. |
Why It is Called the Investment Casting Process?
Investment casting is so named because the process invests (surrounds) the pattern with refractory material to make a mold, and a molten substance is cast into the mold.
Why Are Waxes Used in the Investment Casting Process?
Runner wax blends are used by investment casting companies when desiring exceptional mechanical strength and lower viscosity. This type of wax has a lower melting point than pattern waxes. So it will drain completely out of the ceramic mold during the dewaxing process without the need to use higher temperatures.
Still Have Questions?
Contact us for more information on our investment casting process, or request a quote, or send us a quick email!
